

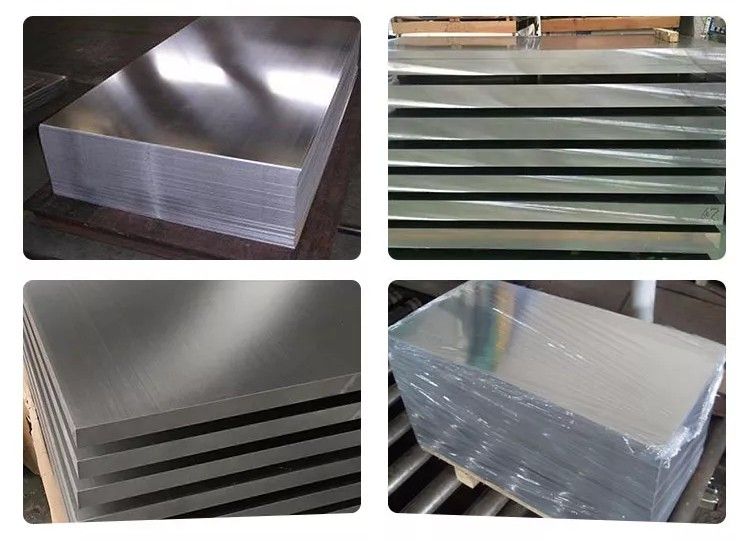
Aluminium ist das häufigste metallische Element in der Erdkruste und gehört zu den Nichteisenmetallen. Aufgrund seines geringen Gewichts, seiner guten mechanischen Festigkeit in verschiedenen Legierungen und seiner hohen Wärmeleitfähigkeit sowie weiterer Eigenschaften ist es einer der am weitesten verbreiteten Werkstoffe in der Automobil- und Luftfahrtindustrie.

Aluminium ist luftstabil und korrosionsbeständig und eignet sich bei richtiger Behandlung hervorragend für Konstruktions- und Dekorationszwecke. Es kann sowohl in Meerwasser als auch in vielen wässrigen Lösungen und anderen chemischen Substanzen eingesetzt werden.

Reines Aluminium
Reines Aluminium findet aufgrund seiner Weichheit und geringen mechanischen Festigkeit kaum Anwendung. Daher muss es behandelt und mit anderen Elementen legiert werden, um seine Widerstandsfähigkeit zu erhöhen und ihm weitere Eigenschaften zu verleihen.

Industrielle Anwendungen
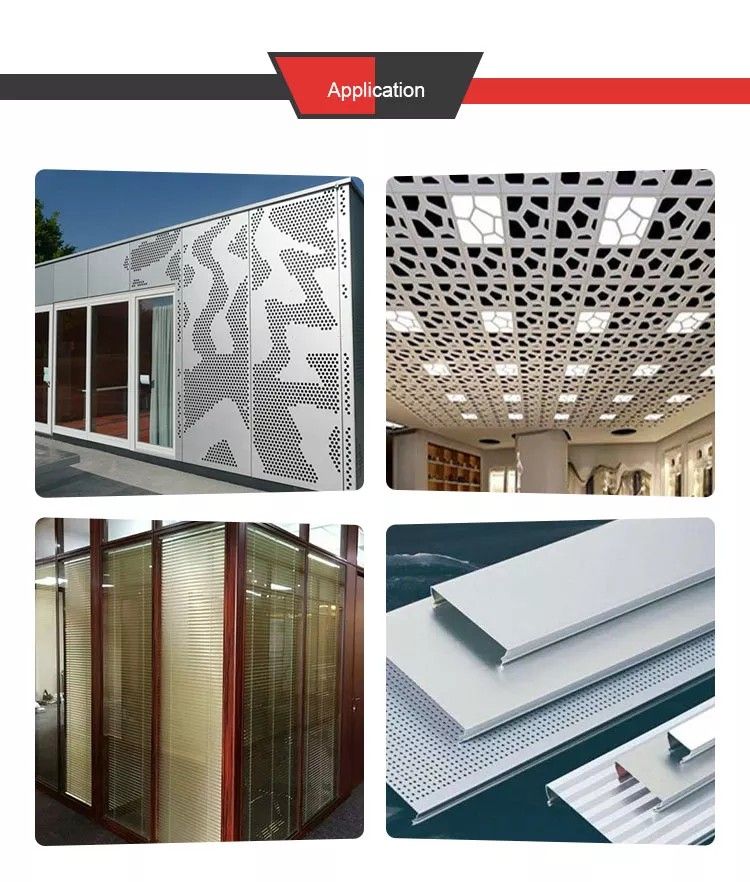
In der chemischen Industrie werden Aluminium und seine Legierungen zur Herstellung von Rohren, Behältern und Anlagen verwendet. Im Transportwesen finden sie Anwendung beim Bau von Flugzeugen, Lastwagen, Schienenfahrzeugen und Pkw.
Aufgrund seiner hohen Wärmeleitfähigkeit wird Aluminium in Küchengeräten und in den Kolben von Verbrennungsmotoren verwendet. Wir kennen es bereits, außer vielleicht aus Aluminiumfolie.
Es ist ein ideales Material, das sich leicht formen lässt und daher für flexible Verpackungen, Flaschen und Dosen verwendet werden kann.
Vorbereitung für das Recycling
Durch die Verwendung von recyceltem Aluminium zur Herstellung neuer Aluminiumlegierungen kann der Energieaufwand für die Herstellung des Materials im Vergleich zum Energieaufwand für die Gewinnung aus der Natur um bis zu 90 % reduziert werden.
Derzeit wird an neuen Methoden geforscht, um den Großteil des in der Industrie verwendeten Aluminiums zu recyceln.
Gewicht
Wie bereits erwähnt, ist Aluminium ein sehr leichtes Metall (2,7 g/cm³), es hat nur ein Drittel der Dichte von Stahl. Deshalb können Fahrzeuge, die dieses Material verwenden, ihr Eigengewicht und ihren Energieverbrauch reduzieren.
Korrosionsbeständigkeit
Aluminium bildet naturgemäß eine schützende Oxidschicht, die äußerst korrosionsbeständig ist. Aus diesem Grund wird es in der Lebensmittelindustrie zur Konservierung und zum Schutz von Lebensmitteln eingesetzt.
Elektrische und thermische Leitfähigkeit
Aufgrund seines Gewichts ist Aluminium ein hervorragender Wärme- und Stromleiter, sogar besser als Kupfer. Deshalb wird es in den Hauptstromleitungen verwendet.
Reflexionsvermögen
Es ist ein hervorragendes Material zur Reflexion von Licht und Wärme und wird hauptsächlich in Beleuchtungsanlagen oder Rettungsdecken verwendet.
Duktilität
Aluminium ist duktil und hat einen sehr niedrigen Schmelzpunkt und eine geringe Dichte. Es ist gut formbar, wodurch es sich für die Herstellung von Drähten und Kabeln eignet und in letzter Zeit vermehrt in Hochspannungsleitungen eingesetzt wird.
Wir bei Sino Steel arbeiten mit weltweit führenden Produktionsstätten zusammen und sind daher stolz darauf, Ihnen hochwertiges Aluminium nach Ihren Bedürfnissen liefern zu können. Benötigen Sie eine spezielle Legierung für Ihre Branche? Unsere Experten beraten Sie gerne per Live-Chat.
Veröffentlichungsdatum: 10. Januar 2023